ООО «Электроконнект» предлагает своим заказчикам широкий спектр возможностей изготовления печатных плат. Заказчик имеет возможность заказать односторонние и многослойные платы (до 12 слоёв), выбрать цвет паяльной маски, толщину материала и фольги, определить набор финишных операций (маркировка, никелирование, золочение и т.д.).
Проектируя и заказывая у нас печатные платы, заказчик должен понимать и учитывать наши технологические требования и возможности. При приёмке заказов в ОТК мы руководствуемся правилами приёмки по классам 2, 3 международного стандарта IPC-А-600F. Наше производство обеспечивает выпуск печатных плат для ручной и автоматической пайки, а также SMT-технологий, с технологическими и инженерными показателями, которые отвечают требованиям международного стандарта IPC-A-600, а также ГОСТ 23752-79 и ГОСТ 23751-86 (эти стандарты вы можете скачать в Каталоге файлов).
В настоящий момент мы предлагаем изготовление по классам сложности А и B.
Класс A – по основным параметрам конструкции соответствует 4-му классу точности по ГОСТ 23751-86. Следует отметить, что указанный ГОСТ 23751-86 действовал до 01.07.1992 г. и в частности описывал платы, изготовленные позитивным методом с инфракрасным оплавлением гальванически осаждённого олова-свинца. В данном ГОСТе нет описания защитной паяльной маски, горячего лужения, иммерсионных покрытий. Поэтому для данных параметров, а также параметров деформации мы используем стандарты IPC.
Класс B – по сравнению с классом А, может требовать от нас повышенного внимания технологов или дополнительных этапов контроля качества.
Класс сложности изготовления определяется заказчиком и указывается в бланке заказа либо производителем при входном анализе заказа (в скором времени соответствующие условия появятся в нашем бланке заказа, в прайс-листе, а также стандартном счёт-договоре).
Ниже описаны параметры печатных плат, определяющие принадлежность заказа к тому или иному классу.
Проектируя и заказывая у нас печатные платы, заказчик должен понимать и учитывать наши технологические требования и возможности. При приёмке заказов в ОТК мы руководствуемся правилами приёмки по классам 2, 3 международного стандарта IPC-А-600F. Наше производство обеспечивает выпуск печатных плат для ручной и автоматической пайки, а также SMT-технологий, с технологическими и инженерными показателями, которые отвечают требованиям международного стандарта IPC-A-600, а также ГОСТ 23752-79 и ГОСТ 23751-86 (эти стандарты вы можете скачать в Каталоге файлов).
В настоящий момент мы предлагаем изготовление по классам сложности А и B.
Класс A – по основным параметрам конструкции соответствует 4-му классу точности по ГОСТ 23751-86. Следует отметить, что указанный ГОСТ 23751-86 действовал до 01.07.1992 г. и в частности описывал платы, изготовленные позитивным методом с инфракрасным оплавлением гальванически осаждённого олова-свинца. В данном ГОСТе нет описания защитной паяльной маски, горячего лужения, иммерсионных покрытий. Поэтому для данных параметров, а также параметров деформации мы используем стандарты IPC.
Класс B – по сравнению с классом А, может требовать от нас повышенного внимания технологов или дополнительных этапов контроля качества.
Класс сложности изготовления определяется заказчиком и указывается в бланке заказа либо производителем при входном анализе заказа (в скором времени соответствующие условия появятся в нашем бланке заказа, в прайс-листе, а также стандартном счёт-договоре).
Ниже описаны параметры печатных плат, определяющие принадлежность заказа к тому или иному классу.
Этим цветом выделены новые изменения в технологичесикх возможностях.
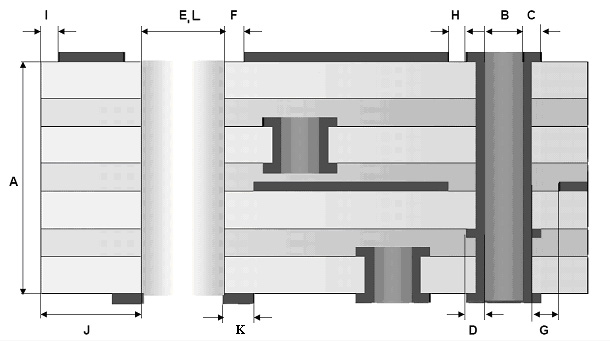
рис. 1
Таблица 1
| Наименование параметра | класс A | класс B |
| Соответствие классов точности ГОСТ 23751-86 | 4 | 5 |
| Количество слоёв | до 6 | до 12 |
| A. Стандартная толщина ПП (ДПП), мм | 0,5; 0,71; 1,0; 1,5; 2,0 ± 10 % | от 0,1 звоните |
| A. Стандартная толщина ПП (МПП), мм | 1,2...2,5 ± 10 % | 0,6...3,5 ± 10 % |
| Деформация на 100 мм, не более, мм | 1,0 | 1,0 |
| B. Наименьшее номинальное¹ металлизированное отверстие (для толщины платы 1,5 мм), мм | 0,4 (4:1) | 0,25 (6:1) |
| – для глухих отверстий² (с внешнего слоя на внутренний) | 0,6 (1:1) | 0,6 (1:1) |
|
B. Наибольшее номинальное¹ металлизированное отверстие, мм | 4,5 | не ограничено |
| C. Поясок металлизированного отверстия, не менее, мкм | 200 | 120 |
| D. Поясок площадки внутреннего слоя, не менее, мкм | 300 | 200 |
| K. Поясок неметаллизированного отверстия (ОПП), не менее, мкм | 300 | 200 |
| E. Наиболшее неметаллизированное отверстие, выполняемое тентированием, мм | 3,5 | 4,5 |
| L. Наибольшее неметаллизированное отвертие, выполняемое фрезеровкой, мм | не ограничено | не ограничено |
| F. Зазор от края неметаллизированного отверстия до участков топологии, не менее, мкм | 300 | 200 |
| Наименьшая ширина металлизированного / неметаллизированного внутреннего паза, мм | 1,0 | 0,8 |
| Ширина металлизированных пазов, выполняемых Drill Slot, мм |
0.8, 1.0, 1.2, 1.5 и от 2.0 до 4.5 с шагом 0.1 | |
| G. Зазор полигона на внутренних слоях, мкм | 400 | 250 |
| Слепые, скрытые переходные отверстия | – | звоните |
| H. Зазор полигон/площадка/проводник, мкм | 200 | 200 |
|
I. U. Зазор от элементов топологии до края платы, не менее, мкм
– обработка контура фрезеровкой
– обработка контура скрайбированием |
300
500 |
250
500 |
| J. Зазор от края неметаллизированного отверстия до края платы, мкм, не менее | 300 | 250 |
| Толщина финишного покрытия, мкм – гальваническая медь (металлизация отверстий) – олово-кобальт – HAL (ПОС-63) – иммерсионный никель – иммерсионное золото (по подслою никеля) – гальванический никель – гальваническое золото (по подслою никеля) – плёночная паяльная маска – жидкая паяльная маска | 25 6 15 . 0,1 3 1,5 . 15...30 | |
Примечания.
1. Диаметр результирующего отверстия зависит от финишного покрытия (HAL, иммерсионное золото, ...) и находится в допуске +0...–0,13 мм (по ГОСТ 23751-86). Как правильно рассчитать номинальный диаметр отверстия.
2. Уточняется при расчёте конкретного конструктива (количество слоёв и расстояния между ними) и до какого слоя сверлить (глубина сверления).
2. Уточняется при расчёте конкретного конструктива (количество слоёв и расстояния между ними) и до какого слоя сверлить (глубина сверления).
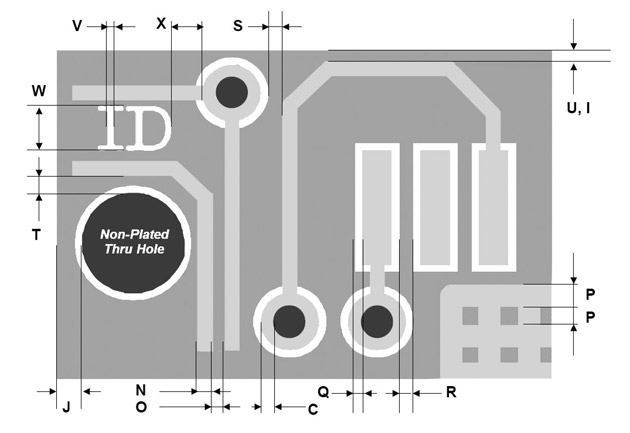
рис. 2
Таблица 2
|
Наименование параметра |
класс A |
класс B |
|
N. Ширина проводника, мкм, не менее
– для фольги 18 мкм (допуск ± 30 мкм)
– для фольги 35 мкм (допуск ± 50 мкм)¹ |
200
250 |
120
200 |
|
O. Зазор проводник/проводник/площадка, мкм, не менее
– для фольги 18 мкм (допуск ± 30 мкм)
– для фольги 35 мкм (допуск ± 50 мкм)¹ |
200
250 |
120
200 |
|
P. Параметры сетчатого полигона (ширина линии / расстояние между линиями), мкм, не менее |
200 / 200 |
200 / 200 |
|
Паяльная маска |
LPI |
DRY FILM, LPI |
| – цвет |
зелёный |
красный, чёрный, синий |
|
Q. Расстояние от площадки до маски, мкм, не менее |
100 |
75 |
|
R. Ширина полоски маски, мкм, не менее |
100 |
75 |
|
S. Расстояние от проводника до края маски (гарантированное покрытие проводника маской), мкм, не менее |
100 |
75 |
|
T. Зазор проводник / неметаллизированное отверстие, мкм, не менее |
350 |
250 |
|
U.I. Зазор от элементов топологии до края платы, не менее, мкм
– обработка контура фрезеровкой
– обработка контура скрайбированием |
350
500 |
250
500 |
| Металлизация торцов плат | звоните | |
| Торцевые металлизированные контакты | звоните | |
|
Максимальный размер платы, мм
– ОПП, ДПП
– МПП |
428 х 283
413 х 273 |
звоните
звоните |
|
Допуск на положение контура платы относительно топологии, мкм |
± 200 |
± 200 |
|
Допуск на размеры платы по квалитету |
h12 |
h12 |
|
V. Ширина линий маркировки, мкм, не менее |
150 |
150 |
|
W. Высота символов маркировки, мм, не менее |
1,3 |
1,3 |
|
X. Расстояние от маркировки до паяемой площадки, мкм, не менее |
200 |
200 |
|
Финишное покрытие |
HAL |
HAL, ImAu, ImNi |
|
Покрытие ножевых разъёмов |
Ni, HardGold |
Ni, HardGold |
Примечания.
1. Для внутренних слоёв всегда используется фольга 35 мкм. (См. страничку "Материалы и коструктивы")