Теория
Сверлёный слот предназначен для формирования линейных пазов под металлизацию. Представляет собой группу сильно перекрывающихся отверстий, сформированную из расчёта неровности стенки паза не более 12,7 мкм.
Выполняется гораздо быстрее фрезерования, особенно малыми диаметрами инструментов, в том числе за счёт возможности работы с пакетом заготовок. Даёт качественную шероховатость стенки под металлизацию.
Преимущества:
– Внутренняя поверхность паза имеет микрорельеф, оптимально подходящий для металлизации пазов. Наволакивание и оплавление смолы отсутствует.
– Заусенцы по меди имеют на порядок меньший размер, чем при фрезеровании.
– Паз выполняется за один проход на всю длину рабочей части инструмента.
– Возможно выполнение пазов минимальной шириной до 0.6 мм.
– Допускается перезаточка слотовых свёрл.
Практика
Для ширины паза от 0.6 мм до 1.6 мм применяются особые «слотовые» свёрла. В отличие от обычных, они имеют усиленную сердцевину и другой угол заточки, а также уменьшенные значения оборотов и и скорости подачи. Пазы шириной более 1.6 мм выполняются обычными свёрлами без каких-либо затруднений.
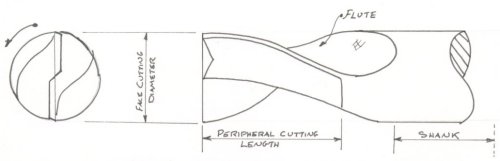
Слотовое сверло подобно торцефой фрезе в том, оно режет своей режущей кромкой и переферийной поверхностью.
На рисунке показано слотовое сверло. Note that there are only two cutting edges, this is necessary for manufacturing purposes to allow the end cutting edges, to meet in the centre, this allows the cutter to be fed axially into the work before lateral, or peripheral, cutting commences, hence slot drill.
Пример.
При сверлении заказа ХХХ на обработку закладки пакета с одной заготовкой (при работе с фрезой 0.8 мм возможна обработка только одной заготовки) затречено станочного времени 1 ч 58 мин (4 заготовки в закладке)
При обработке того же заказа с использованием вместо фрезы слотового сверла 1.0 время на обработку закладки из 3-х заготовок составило 1 ч 24 мин.
В итоге время обработки сократилось в 4 раза (12 заг в закладке).
Выводы
1. При изготовлении одиночных заказов с использованием технологии слотового сверления время обработки заготовок с пазами шириной 1.0 мм на участке сверловки сокращается в 1.5...2 раза.
2. При изготовлении больших заказаов (12 заготовок и более) время обработки сокращается до 4-х раз.
3. Качество выполнения паза, применительно к металлизации, с применением технологии слотового сверления значительно аозрастает. Опытные заготовки были подвергнуты многократному тепловому удару (до 10 раз) в установке горячего лужения, отслоения металлизации не обнаружено.
4. Выполенение металлизированных пазов шириной 1.0 мм и менее в условиях нашего производства возможно только с использованием технологии слотового сверления.
Для узких пазов следует использовать диаметры 0.8, 1.0, 1.2, 1.5 мм. Пазы свыше 2.0 мм выполняются обычными свёрлами, т.е. от 2.0 до 4.5 с шагом 0.1.
|